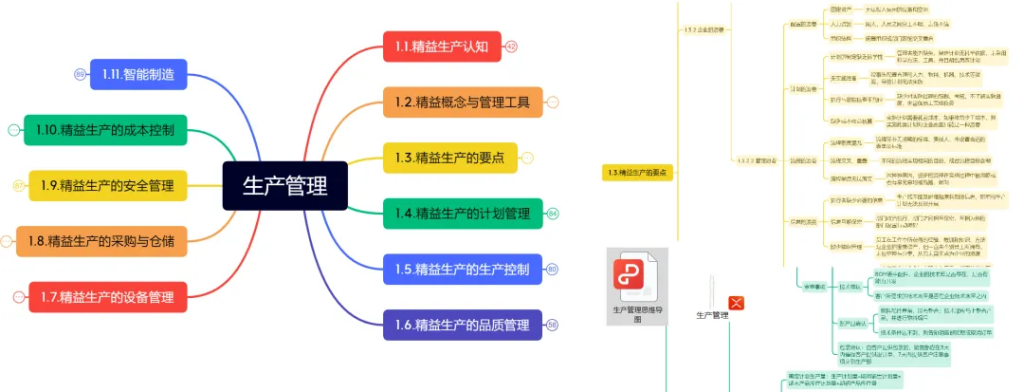
一图读懂:企业生产管理要素&六大工具(附下载|生产管理体系思维导图)
精益生产管理的定义
精益生产(lean production),是衍生自丰田生产方式的一种管理哲学,是精益管理思想产生的源泉,精益管理思想和浪费直接对立,其核心思想就是最大限度地细化工作流程、消除浪费和一切非增值活动,以最小的投入获得最大的产出,向市场提供成本最低、质量最好的产品,以满足市场的需求,简言之,精益生产就是最大限度地消除浪费,就是通过消除那些被认为是有浪费的活动来为顾客创造更多价值的一种工具、活动或过程。
“精“即少而精,不投入多余的生产要素,只是在适当的时间生产必要数量的市场急需产品(或下道工序急需的产品)。
“益”即所有经营活动都要有益有效,具有经济性。
精益生产的目标
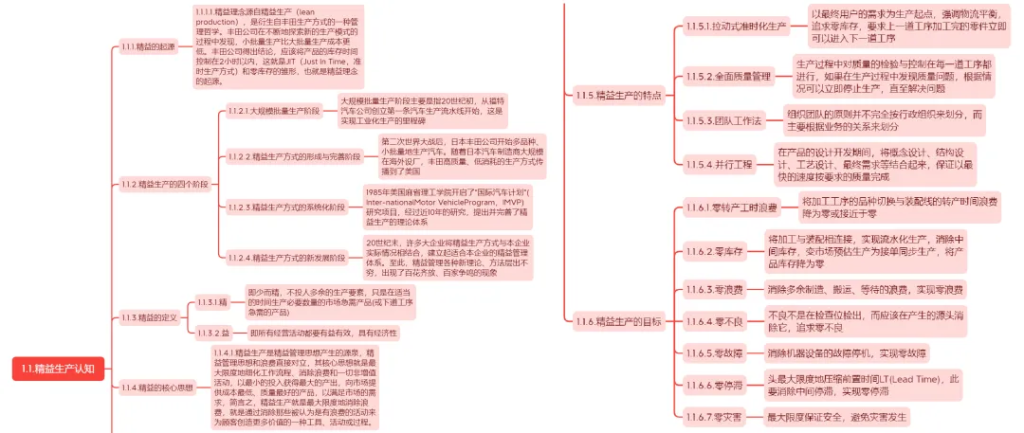
1.零转产工时浪费:将加工工序的品种切换与装配线的转产时间浪费降为零或接近于零
2.零库存:将加工与装配相连接,实现流水化生产,消除中间库存,变市场预估生产为接单同步生产,将产品库存降为零
3.零浪费:消除多余制造、搬运、等待的浪费
4.零不良:不良不是在检查位检出,而应该在产生的源头消除它
5.零故障:消除机器设备的故障停机
6.零停滞:最大限度地压缩前置时间LT(Lead Time),此要消除中间停滞
7.零灾害:最大限度保证安全,避免灾害发生
生产管理常用6大工具
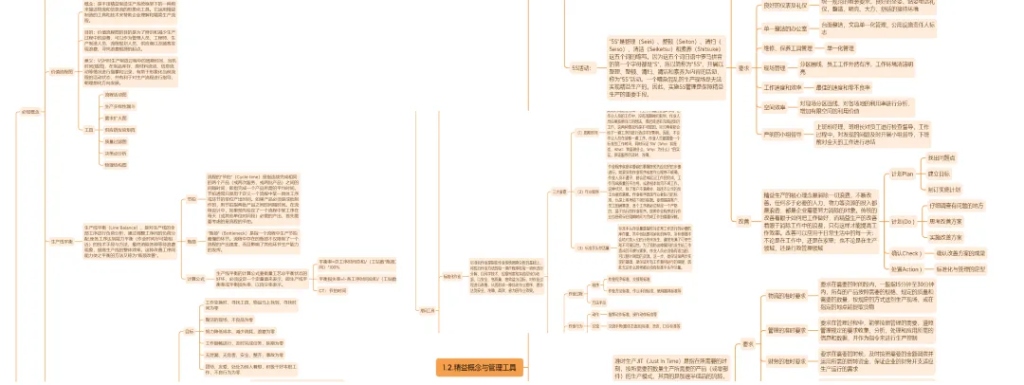
NO1. 准时生产JIT
准时生产JIT(Just In Time)是指在所需要的时刻,按所需要的数量生产所需要的产品(或零部件)的生产模式,其目的是加速半成品的流转,将资金的积压减少到最低的限度,从而提高企业的生产效益。
准时生产是以市场需求为依据,采用拉动式生产的模式,准时地组织各个环节进行生产,既不超量,也不超前。在生产过程中,工序间的零件是小批量流动,甚至是单件流动的,在工序间基本上不存在积压,甚至完全没有堆积的半成品。
NO2. 均衡化生产
均衡化生产是实现“适时、适量、适物”生产的前提条件。所谓均衡化生产,是指总装配线在向前工序领取零部件时,应均衡地使用各种零部件,混合生产各种产品。为此,在制定生产计划时就必须加以考虑,然后将其体现于产品投产顺序计划之中。
NO3.目视管理
所谓目视管理,是指用直观的方法揭示管理状况和作业方法,让全体员工能够用眼睛看出工作的进展状况是否正常,并迅速地判断和做出对策的一种管理方法。精益生产要求非常精确地开展生产工作,目视管理能够为精益生产工作创造一个一目了然的生产现场。构成工厂的全部要素都是其管理对象。如:服务、产品、半成品、原材料、零配件、设备、工夹具、模具、计量具、搬运工具、货架、通道、场所、方法、票据、标准、公告物、人、心情等。
目视管理常见的手段包括使用红牌、看板、信号灯、操作流程图和区域线等。
1)红牌
红牌,适宜于5S中的整理,是改善的基础起点,用来区分日常生产活动中的必需品与非必需品,挂红牌的活动又称为红牌作战。
2)看板
在5S的看板作战中,显示使用的物品放置场所等基本状况的标示板。各物品的具体位置在哪里,做什么,数量多少,谁负责,甚至谁来管理等重要的项目,让人一目了然。
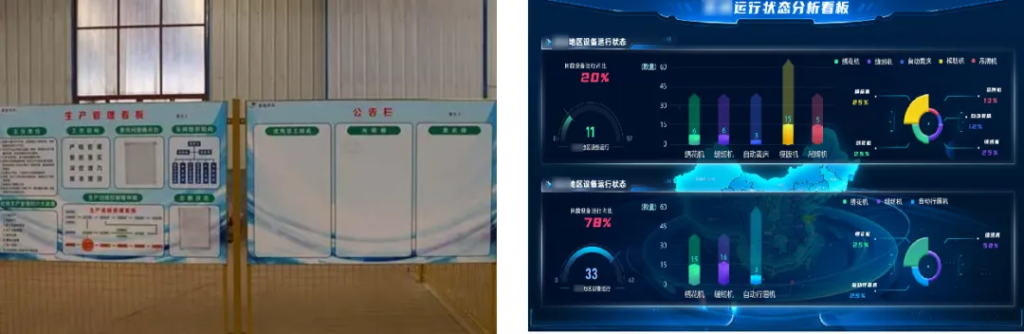
传统看板VS才匠数字看板
在现代化数智工厂,数字化看板对工厂管理具有重要意义和价值。才匠数字看板可以通过实时监控与反馈机制,确保关键指标和流程的透明化展示,从而提高信息的可见性和响应速度。数字化看板不仅减少了信息查询的时间,加快了决策过程,还促进了团队间的沟通与协作,确保所有相关人员都能获取一致的信息。
此外,它支持数据驱动的持续改进活动,通过对历史数据的分析来优化生产流程,同时帮助合理分配和利用资源,减少浪费,提高资源利用率,从而全面提升工厂的整体运营水平。
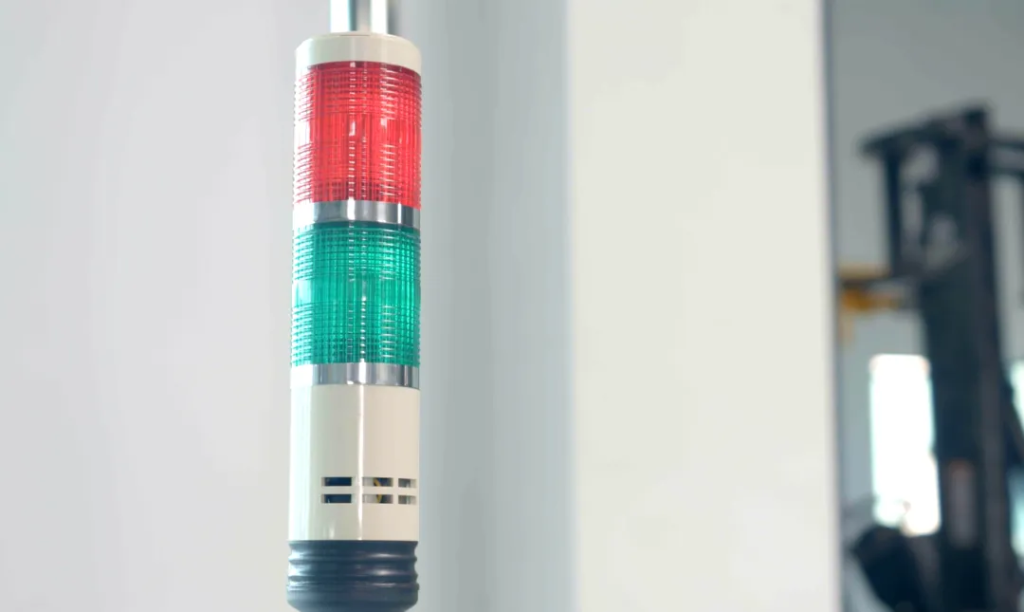
3)信号灯
在生产现场,第一线的管理人员必须随时知道,作业人员是否在正常作业,机器是否在正常地运行,信号灯是工序内发生异常时,用于通知管理人员的工具。
4)操作流程图
操作流程图本身是描述工学重点和作业顺序的简明指示书,也称为步骤图,用于指导生产作业。在一般的车间内,特别是工序比较复杂的车间,在看板管理上定要有操作流程图。
5)反面教材
反面教材是结合实物并运用柏拉图对不良现象的展示,让现场的作业人员明白不良的现象及后果,一般是放在人多的显著位置,让人一看就明白:这是不能够正常使用,或不能违规操作的。
6)提醒板
即用于防止遗漏。遗忘是人的本性,不可能杜绝,只有通过一些自主管理的方法来最大限度地减少遗漏或遗忘。

7)区域线
即对半成品放置的场所或通道等区域进行画线,主要用于整理与整顿。

8)警示线
即在仓库或其他物品放置处,用来表示最大或最小库存量的,涂在地面或墙面上的彩色漆线。
NO4. 标准化作业
标准化作业是指在作业系统调查分析的基础上,将现行作业方法的每一操作程序和每一动作进行分解,以科学技术、规章制度和实践经验为依据,以安全、高质量、高效益为目标,对作业过程进行改善,从而形成一种优化作业程序,逐步达到安全、准确、高效、省力的作业效果。
分为三大要素:周期时间、作业程序和标准手头存活量。
1)周期时间
周期时间是指完成一个工序所需的全部时间。在作业人员的工作中,没有周期时间限制,作业人员任意按照自己的想法,推迟或提前完成规定的工作,这两种情况均是不可取的。
不论作业人员在做哪一道工序,作业人员都需要一个标准的工作时间,同时保证“3W(Who:我是谁、What:我要做什么、Why:为什么)”的实现,保证服务的及时、准确。
2)作业程序
作业程序就是将要做的事情按预先设定好的步骤进行。作业程序既是作业者执行的标准,也是上级考核下级的依据。要想提高客户、员工的满意度,各个工序就必须制定一个严格的、易于执行的作业程序。按照作业程序进行作业也是确保在周期时间内完成工作的重要保障。
3)标准手头存活量
标准手头存活量是指维持正常工作进行的必要的库存量,其中包括即将消化的库存。所有事情不会绝对按人们的计划来发生,通常充满了可变性和不可预见性。为了预防这种情况的发生给工作造成的不便与紧张,作业人员必须备有适当的、可以随时调用的资源。这一步,是保证前两步实现的基础,是保证所有工作顺利进行的前提,因此无论什么时候都必须有标准手头存活量。
NO5. 流程化生产
流程化生产方式的核心思想之一就是要尽量使工序间在制品数量接近零或等于零。也就是说,前一工序加工一结束就立即转到下一个工序进行加工,建立一种无间断的流程。每一道工序都按节拍进行生产,使产品生产的各道工序几乎同步进行,实现单件生产、单件流动,此种流程化生产是实现精益生产的一个基本原则。
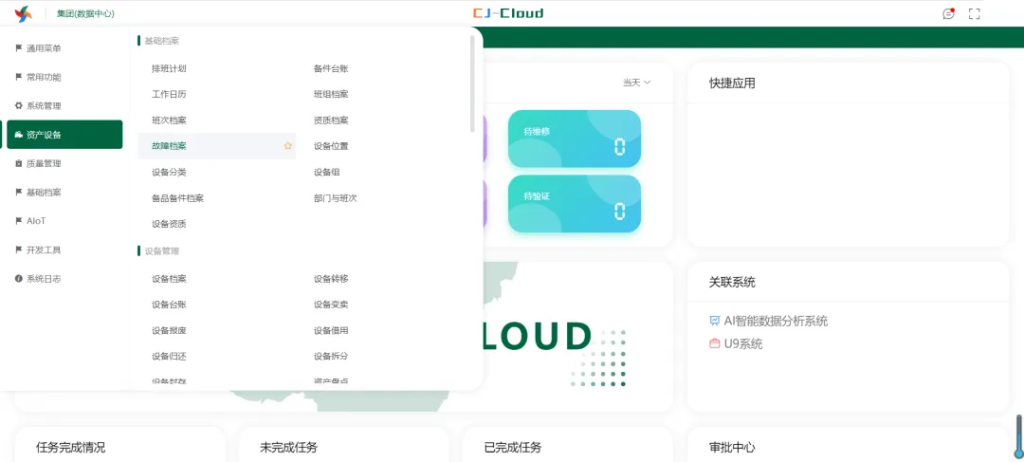
NO6. 定置管理
设备是企业的重要资产,也是容易出事故的点。企业必须重视安全教育、制定管理规程、定期安全检查、做足安全防范措施。
留言领取生产管理体系思维导图.pdf

扫描二维码领取资料
才匠智能是一家致力于用新一代信息技术赋能制造行业的创新型科技公司,总部位于上海,在安徽、内蒙古等地设有分支机构。才匠工业互联网平台已经积累了新材料、电子、机械加工、纺织、稀土永磁、食品加工、芯片设计制造、注塑等多行业多领域的解决方案及应用案例,面向应用市场提供数十种标准的工业应用、先进的管理模型、数据分析模型,总结了上百个行业典型应用场景。同时,积极链接工业互联网产业的软硬件、解决方案服务商,致力于建设工业互联网产业生态,加速为制造企业赋能,助力传统产业升级。

